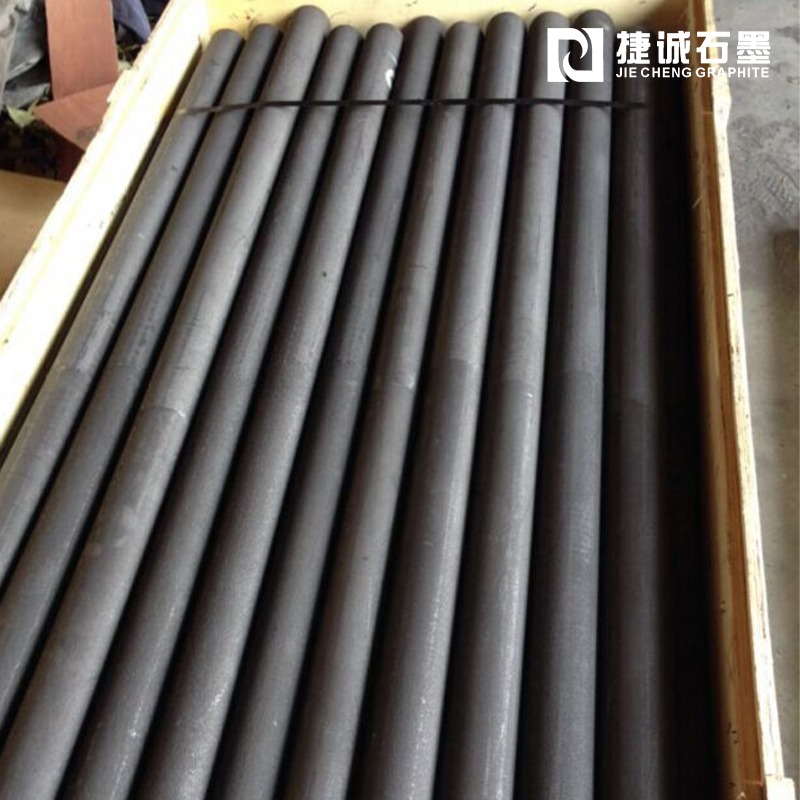
石墨板之石墨的碾压成形加工工艺是什么?
石墨板之石墨的碾压成形加工工艺石墨碾压成型法要害用于克制石墨板材或纸箔,分成单面平板电脑持续碾压和双层平板电脑持续碾压二种。
1、单面平板电脑持续碾压法
这类碾压法无需一切粘接剂就可以将软性石墨克制成板才。悉数加工工艺全过程是在配有滚轴碾压机的专业设备上打开的。
碾压机结构构成:(1)装蜘蛛石墨的料仓(2)轰动送料设备 (3)运送皮带 (4)四个工作压力辊 (5)一对电加热器 (6)操作板才薄厚的辊子 (7)压纹或图画规划辊子 (8)和卷辊 (9)切割器 (10)制成品卷辊
工作中全过程:高纯度石墨从料仓进到送料设备,落在运送皮带上。历经工作压力辊的碾压,产生必定薄厚的料层。加热设备构成高溫加温,以出来料层中的残留汽体,并使未澎涨的石墨终究一次澎涨。随后将基本成形的反材送进操作薄厚规范的辊子中,按照规则规范再压一次,便于取得薄厚匀称和必定相对密度的整平板。终究历经切割刀激光切割后,卷上制成品筒。
2、单面平板电脑碾压法
单面平板电脑碾压,虽然销钉整平光亮,但是不可以太厚。一次成形太厚时,其匀称性和相对密度都无法保证。为了更好地做成厚钢板,选用双层双板累加,碾成双层夹芯板。每双层中心得加粘接剂再碾压成形。成形后要加温处理,以使粘接剂炭化和硬底化。双层平板电脑碾压法是在双层持续碾压机里打开的。
双层持续碾压机工作中全过程:由双板绕棍引出来双板,历经粘接剂涂辊把双面土上粘接剂后,与绕辊和双板相配,变成三和厚钢板,进到辊的空位碾压成必定薄厚。再送进电加热器中加温烘干处理。依据薄厚操作辊,调理薄厚做到要求规范,随后送进培烧设备中培烧。当粘接剂炭化后,在运用 充压辊终究充压成形。
常用持续碾压级,能克制0.6-2mm薄厚的软性石墨板,这也是好于单面碾压机的,但是由于厚度也会产生板才分层次脱离的缺点,给使用产生不方便。构成的缘故是克制时汽体外流留到隔层正中心,防碍了固层紧密交融。改善的方式是,处理克制全过程中的排气管难题。