槽型石墨舟皿如何制作?
本实用新型触及一种硬质合金脱胶真空烧结用石墨舟,特别是一种长片制品脱胶真空烧结用石墨舟。
在氢气脱胶和真空烧结过程中,硬质合金长片坯的脱胶容器一般选用石墨板、单向斜槽石墨板或双向斜槽W型石墨板。长板坯与容器的触摸为平面触摸。氢气脱胶时,脱胶均匀性差,触摸面上的成型剂比裸露的上外表慢,所得产品脱胶不均匀;在真空烧结过程中,坯料与石墨板之间的触摸外表的摩擦阻力较大,导致产品翘曲。一起,单向溜槽石墨溜槽板和双向溜槽W型石墨溜槽板的溜槽结构和底部均为平面规划,使这两种溜槽板在炉膛一定的有效空间下,高度大,承载才能低,石墨材料消耗高。
本实用新型针对上述缺陷,提供了一种能使硬质合金带材产品在氢气脱胶和真空烧结过程中脱胶均匀,防止产品翘曲变形,产品承载才能大的槽式石墨舟。
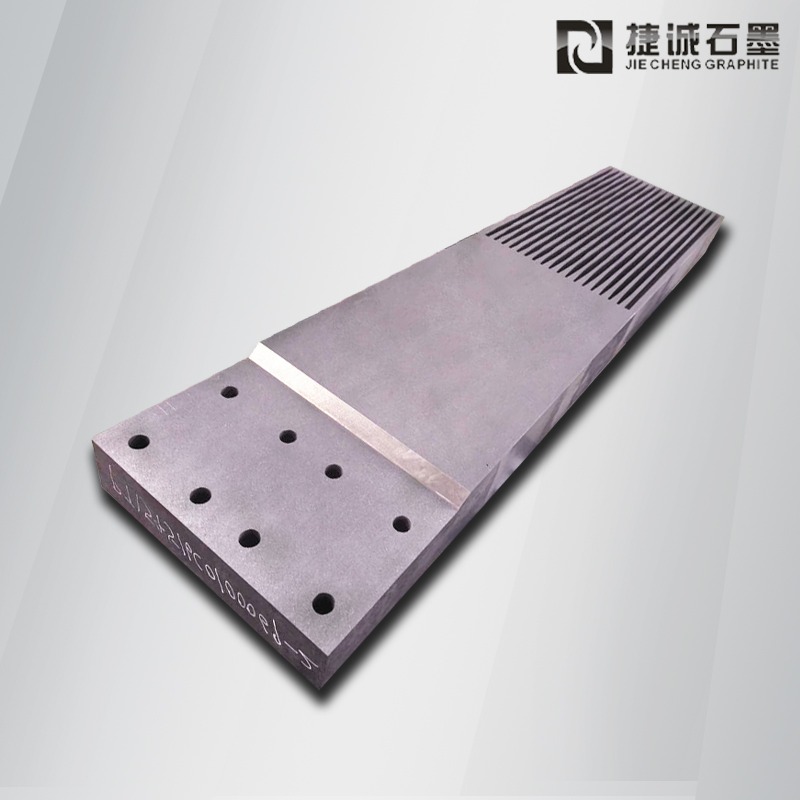
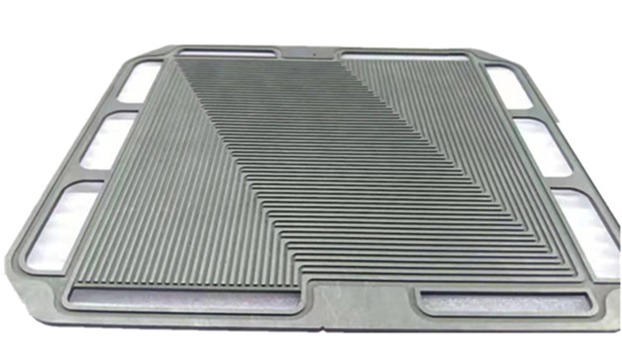
本实用新型的槽形石墨舟,包含多个具有两个相对槽面和底托凸部的W形双向斜槽、底面、上端面、内旁边面、外旁边面和与上端面相对的止口,在两相对的槽面上分别设有至少一个排气通槽,在底支撑凸部与两相对的槽面相交处分别设有棱角维护槽。
排气道槽和护角槽的截面形状为近似矩形,具有圆弧过渡。
作为改进,由任意两个相邻的W形双向溜槽构成的杰出部的底部规划有与W形双向溜槽平行的通槽,其横截面形状类似于∧。近似∧形通槽顶部的交点是一个小平面,与槽面呈弧形过渡。
本实用新型的槽型石墨舟皿分别在两个相对的槽面上规划有排气槽,使得在氢气脱胶过程中,与槽外表触摸的坯料外表的成形剂易于排出,脱胶均匀。产品上下外表成形剂的去除趋于均匀;凹槽底部规划的边际维护槽能够防止毛坯和产品的棱角被击落。一起,在脱胶过程中也起到排气效果。这样,通过设置排气通道槽和护角槽,能够防止产品翘曲变形,提高产品合格率。
槽形石墨船板槽口和底面规划类似∧形槽,使下船板任意两个相邻的W形双向溜槽构成的杰出部分在堆放时进入上船板底部的∧形槽,节省了船板堆放时占用的空间,在炉膛有效空间一定的情况下,提高了产品的装载才能,大大节约了能耗;一起,在氢气脱胶和烧结的过程中,坯料上下外表的气氛和温度挨近,从而使模制剂均匀去除,缩短一致,变形减小。