高纯石墨放热焊模具厂家 1901放热焊接石墨模具 53放热焊接石墨模具 进口放热焊模具批发

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
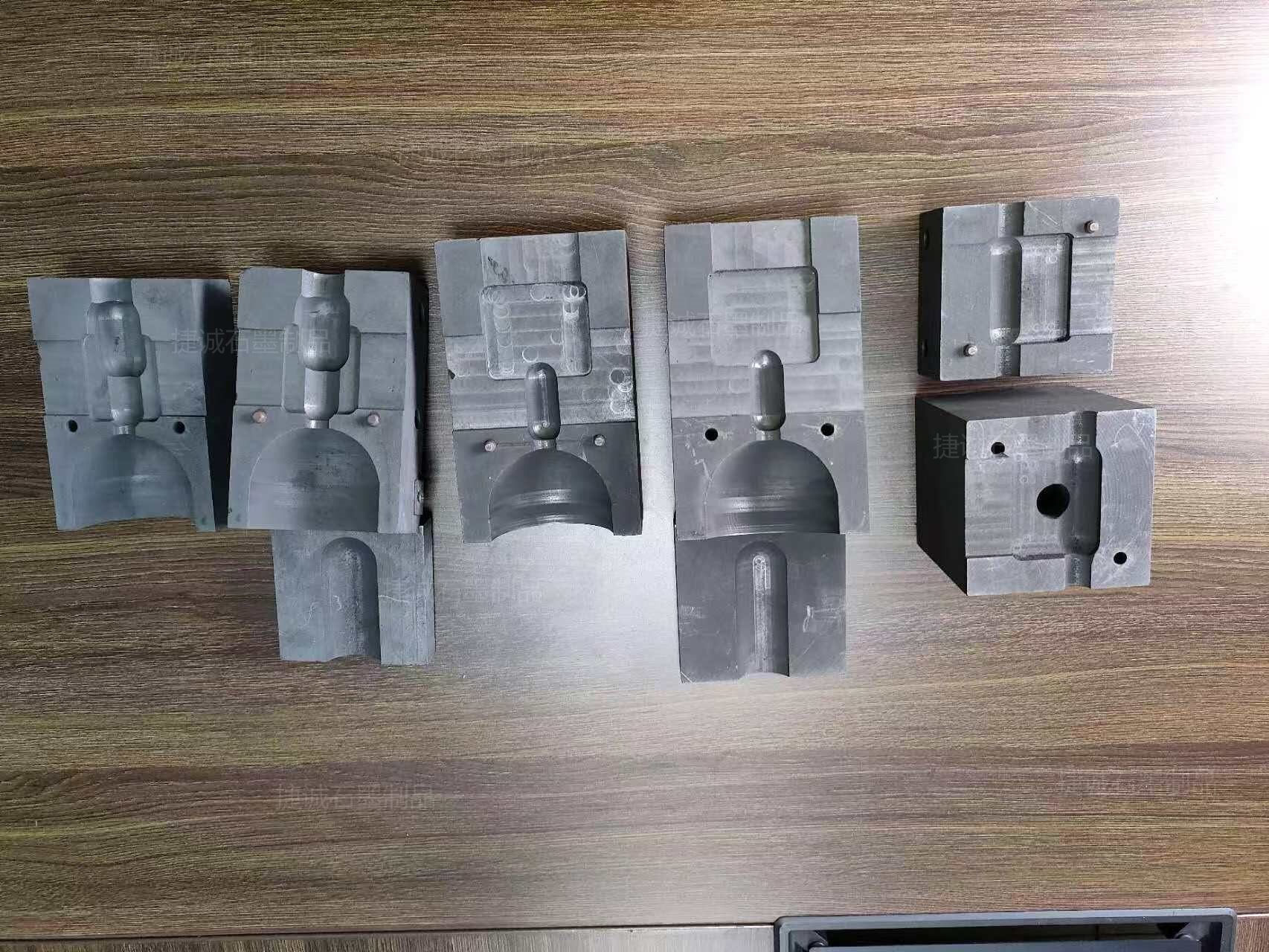
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
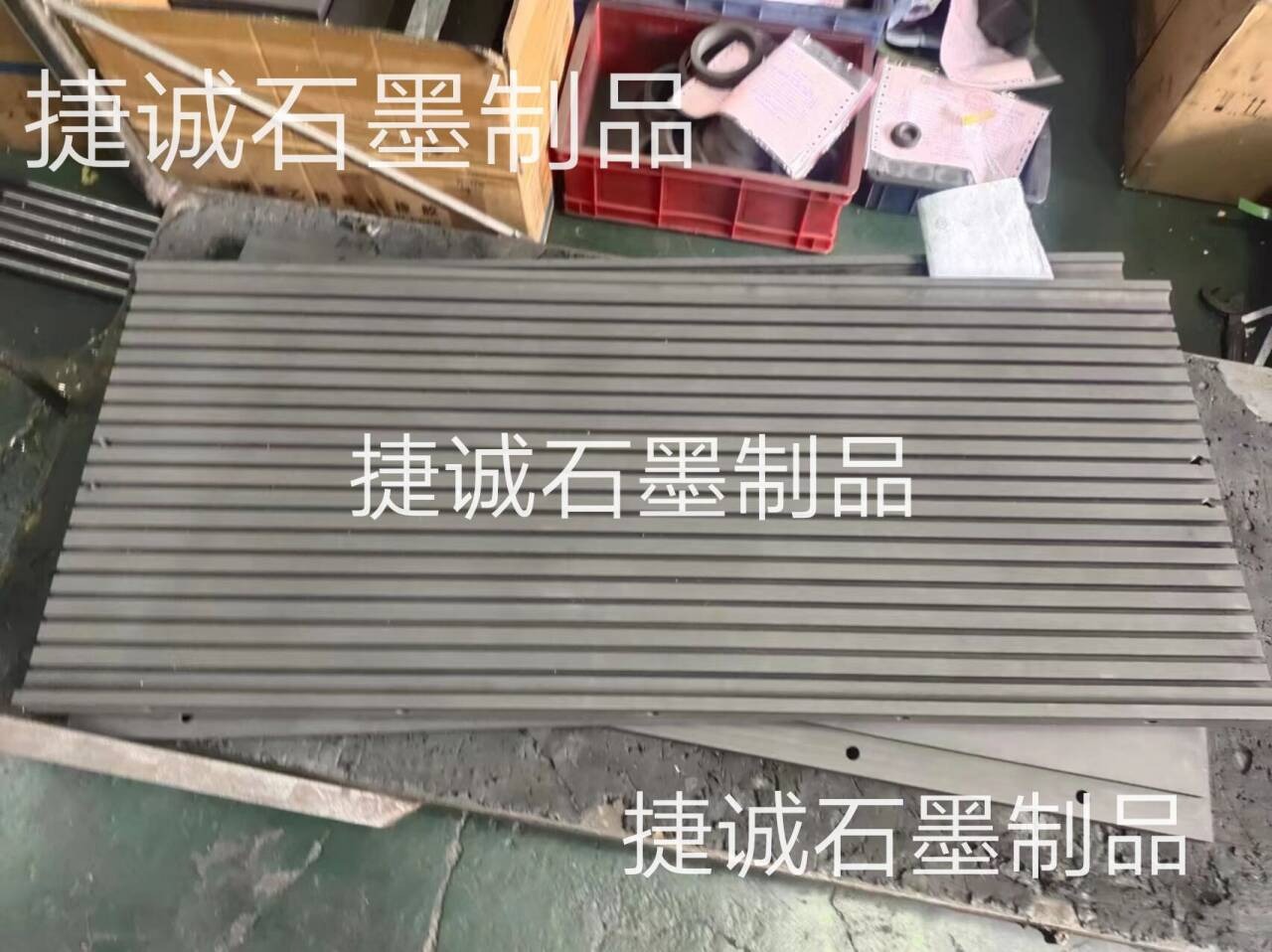
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
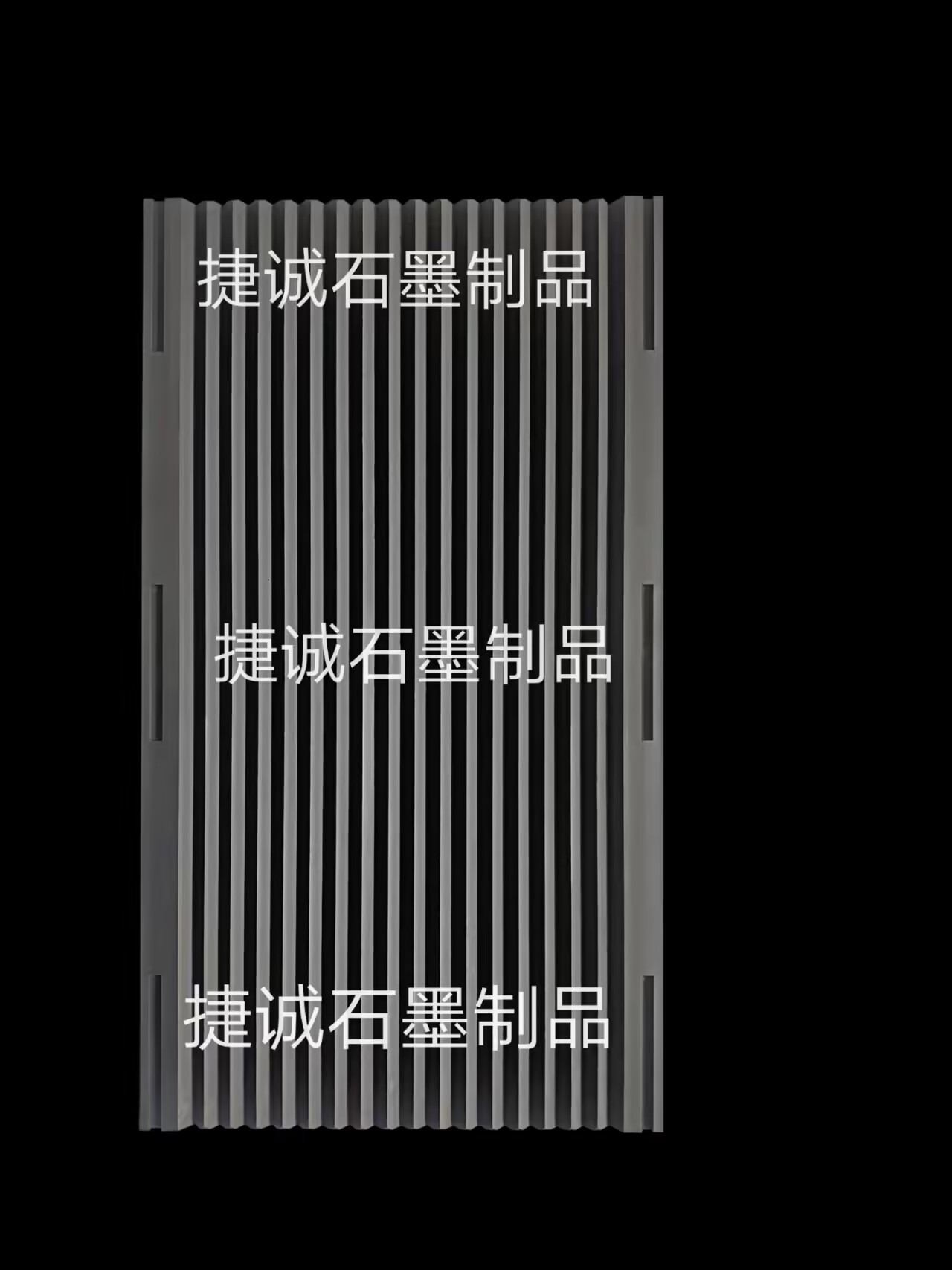 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
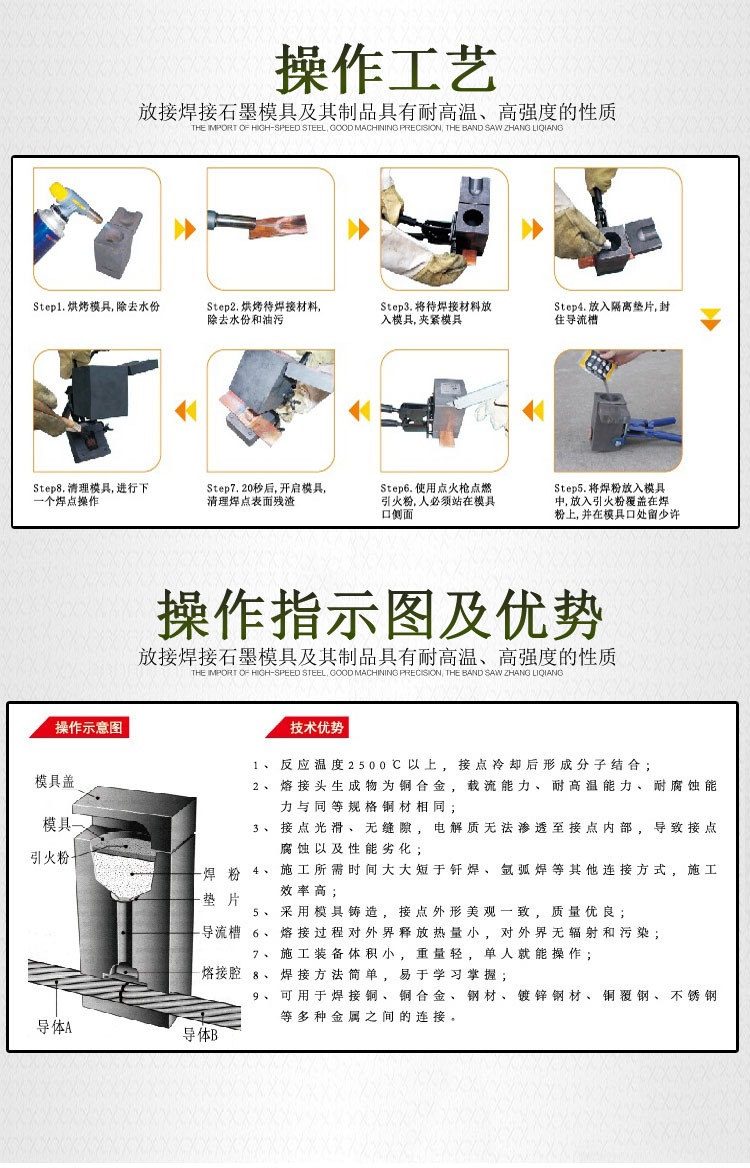
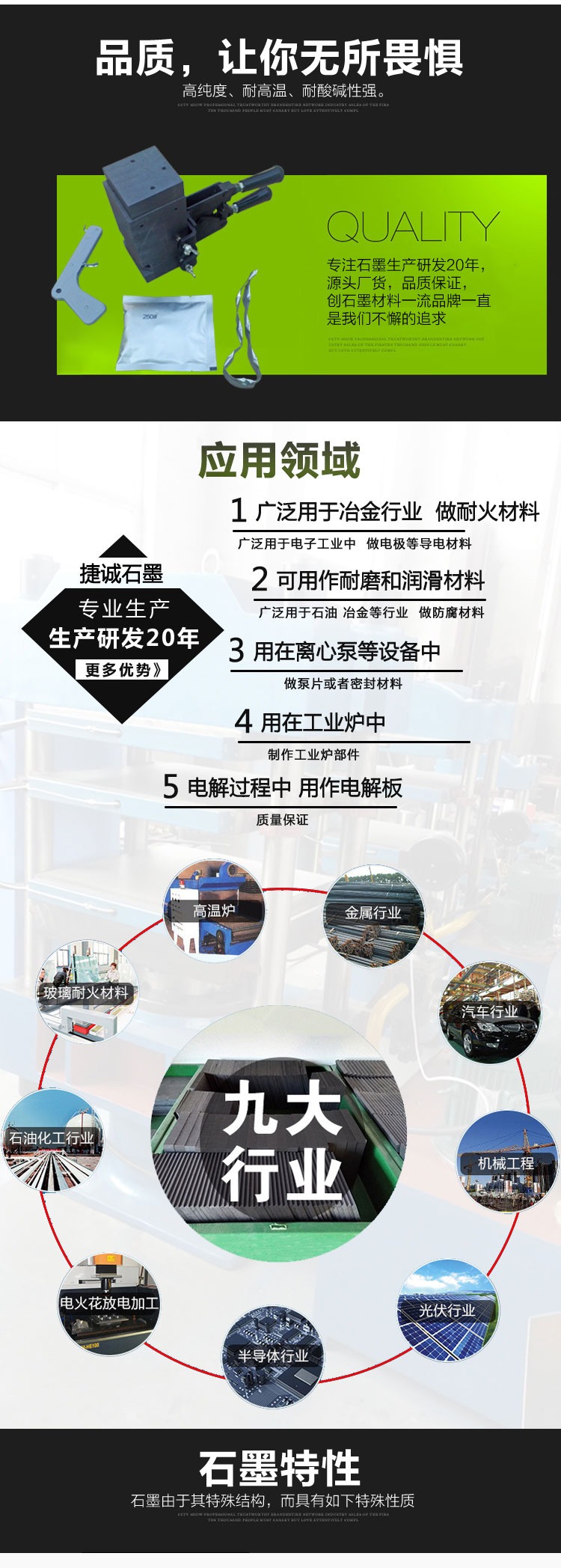
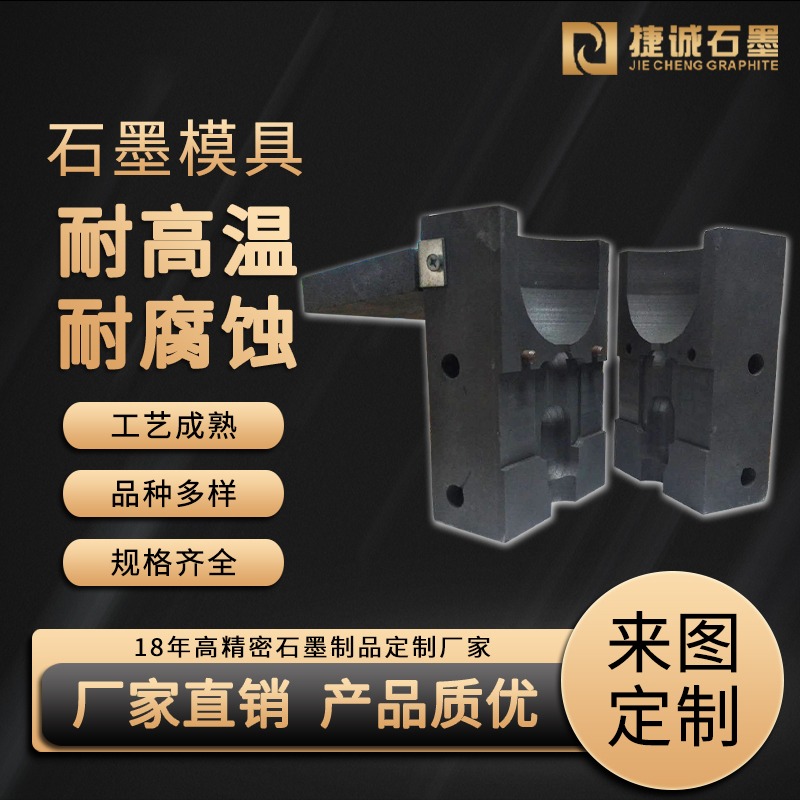
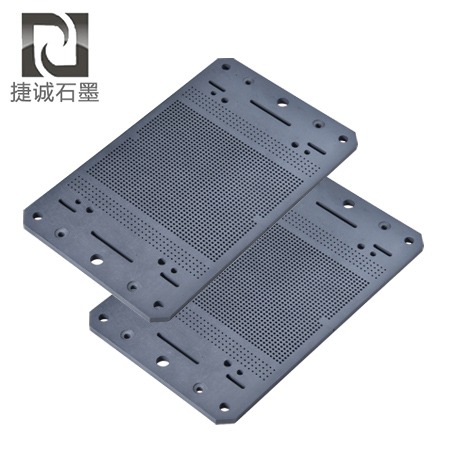
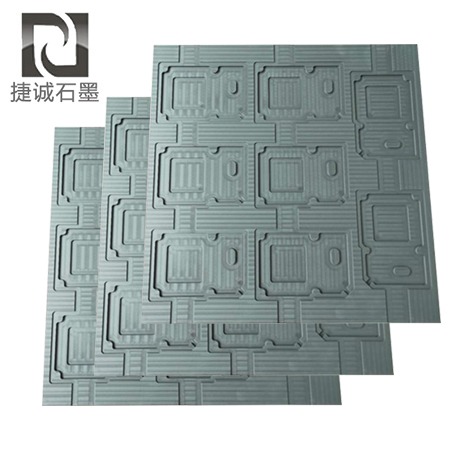
 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
1.为了提高石墨模具的质量和使用寿命,除了选择合理的材料和优化设计外,还需要采用最佳的热处理工艺和表面强化处理工艺,以获得适中的石墨模具硬度和较高的表面质量,这对于形状特别复杂、结构特殊的难挤压产品尤为重要。
石墨模具加工工艺与一般工艺相比,只是一种普通的机械制造工艺,而是一种难度大、覆盖面广的特殊工艺。为了生产出高质量、长寿命的石墨模具,除了选择和制备高质量的石墨模具材料外,还需要制定合理的冷加工工艺、电加工工艺、热处理工艺和表面处理工艺。
石墨模具的制造工艺也是决定使用寿命和质量的关键点。由于铝挤压机石墨模具具有一系列的特点,对石墨模具成型技术提出了一些特殊的要求。下面小编就给大家讲解一下石墨模具的成型工艺:
2.因为石墨模具的工作条件非常恶劣,在挤压过程中需要经受高温、高压和高摩擦。因此,要求使用高强度耐热合金钢。这些钢材的熔炼、铸造、锻造、热处理、电加工、机械加工、表面处理都非常复杂,给石墨模具加工带来了一系列的困难。
3.随着铝合金挤压制品的应用范围越来越广,规格范围也很广。所以有外形尺寸为100mm×25mm轻至几公斤的小模具,也有外形尺寸为1800mm×450mm重2000kg以上的大模具。有外形尺寸为65mmx800mm轻至几公斤的小型挤压轴,也有外形尺寸为2500mm x 2600mm重100t以上的大型挤压筒石墨模具规格和质量的巨大差异,需要完全不同的制造方法和工序,以及完全不同的加工设备。
4.铝型材截面非常复杂,尤其是超商精度的薄壁空心铝型材和多孔空心壁铝型材,需要特殊的挤压石墨模具结构。往往一个模具同时设置多个异形型腔,而且每个截面厚度变化快,相关尺寸复杂,圆角多,给石墨模具的加工和热处理带来很多麻烦。
5.挤压石墨模具品种繁多,结构复杂,装配精度高。除了特殊的加工方法和设备外,还需要特殊的工装夹具、刀具和特殊的热处理方法。
6.为了延长石墨模具的使用寿命,保证产品的表面质量,要求模具型腔工作带的粗糙度要达到0.8-0.4μm,模具平面的粗糙度要达到1.6μm m以下,因此模具制作时要采用特殊的抛光工艺和抛光设备。
7.铝型材挤压产品种类多,批量小,换模频繁,要求石墨模具的适应性强。因此要求提高模具制作的生产效率,尽可能缩短模具制作周期,快速更改模具制作程序,按照图纸准确加工出合格的模具,将模具修复的工作量降到最低。
8.由于挤压制品向高、精、尖方向发展,要求部分型材和管材的壁厚降低到0.5mm左右,要求挤压制品的公差达到0.05mm,为了挤压出这种超高精度的制品,要求石墨模具的制造精度达到0.01mm,这是传统技术无法制造的。因此,需要更新技术,采用新的专用设备。