石墨制品的润滑性能如何?
与石墨电极的铣削时间相比,高硬度硬钢的加工仍然需要更长的时间。在硬钢上铣削模型的型腔、型腔和复杂三维曲面时,径向跳动误差和刀具的偏差往往会造成刀具折断。当刀具断开时,不仅会停止钢材的后续加工,还会影响产品质量,造成零件的浪费和材料的消耗。
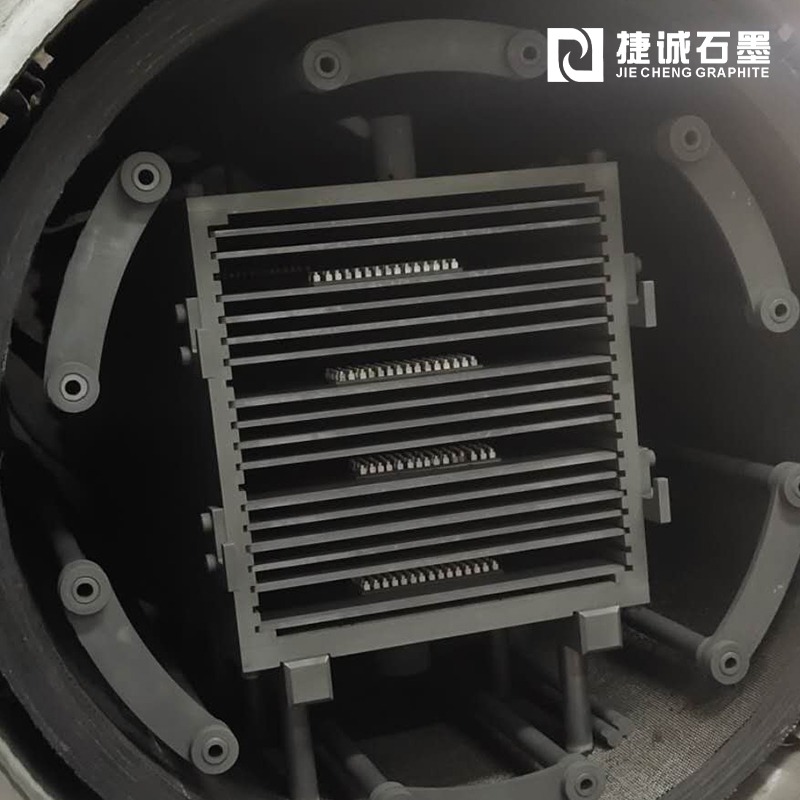
用作换热器、反应罐、冷凝器、燃烧现象塔、吸收塔等设备。
这类产品包括石墨化电极、石墨化阳极、石墨化块、高纯高密度石墨等。这些产品是以燃料焦或沥青焦为主要原料,经过Z后再进行200℃以上的高温处理,所以无定形碳转化为石墨。其独特之处在于C > 99%,灰分< 0.5%;导电,电加热叫心,耐腐蚀性好;生产过程复杂,周期长,一般40 ~ 60天。
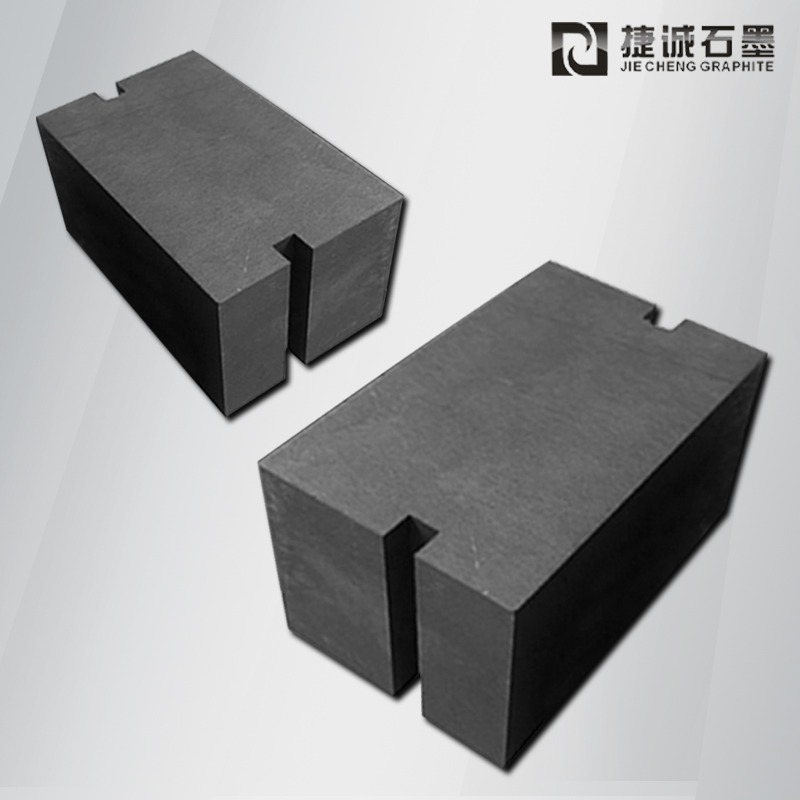
天然鳞片石墨坩埚:它是一种单晶,具有简单的群结构,只有结晶学上的缺陷(如点缺陷、位错、堆垛层错等。),在宏观上表现出各向异性特征。天然微晶石墨去除杂质后晶粒细小,颗粒无序,有孔洞,宏观上呈各向同性。
在金属冶炼工业中,天然鳞片石墨因其良好的抗氧化性,可用于生产镁碳砖、铝碳砖等耐火材料。人造石墨可用作炼钢电极,而天然石墨制成的电极很难用于操作条件苛刻的炼钢炉中。
石墨制品具有耐高温、导电、传热、润滑性和化学稳定性等特殊性能,长期以来被广泛应用于冶炼金属、燃料、化工等传统行业。石墨应用的历史可以追溯到1600年前。此后,随着科学技术的发展,其应用领域不断扩大。近年来,石墨在电子通讯、锂离子电池、航空航天、生物物质、医疗药物、环保、新能源+量物质等战略性Z新兴产业中的应用越来越多。特别是石墨烯的发展,为石墨资源的未来应用开辟了一片新天地。到目前为止,石墨消费的重点正在从传统产业向战略性Z新兴产业转移。正因为如此,石墨将成为备受关注的资源。
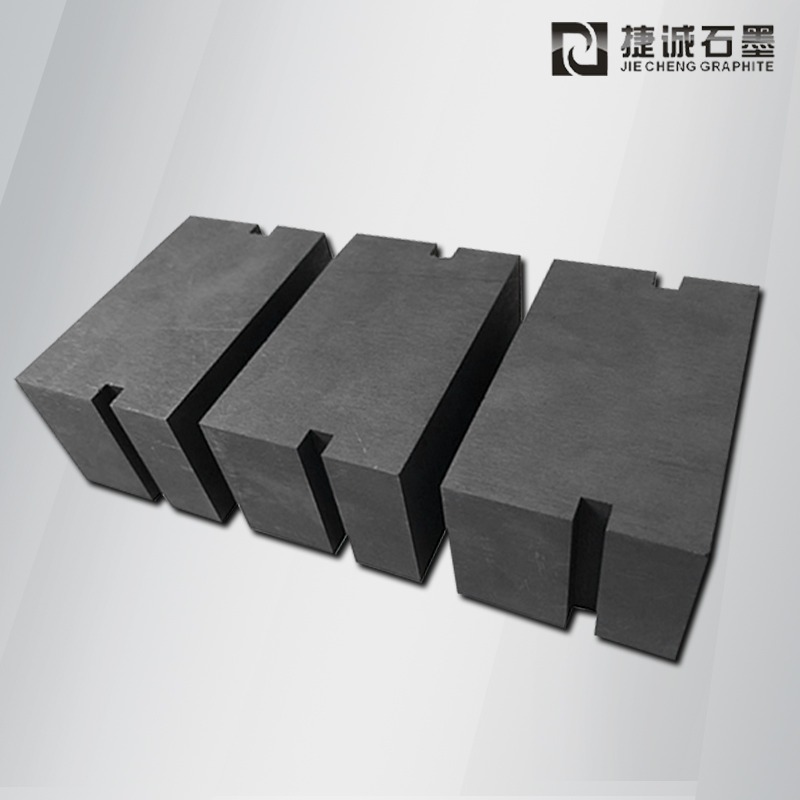
在机械工业中,石墨材料一般用作耐磨和润滑油材料。天然鳞片石墨具有良好的润滑性能,常用作润滑油的添加剂。输送腐蚀性介质的设备被广泛认为是适用的,但用于手工制造活塞环、密封环和石墨制轴承,工作时不加润滑油。石墨与聚合物胶的天然复合材料也可用于上述领域,但其耐磨性不如人造石墨。
2016年世界天然石墨进口量为39.73万吨,主要进口国为日本(5.59万吨,14.07%)、中国(4.93万吨,12.41%)、德国(4.58万吨,11.53%)、美国(3.89万吨,9.79%)和印度。各国进口比例都在15%以下,只有中国、日本和德国超过10%,石墨需求端相对分散。



最新文章推荐