石墨制品的混捏工艺技术怎么样?
在此温度下,沥青具有良好的润湿效果,因为其温度高、粘度低、流动性好、润湿效果好且能渗透到颗粒空隙中。沥青路面温度不够,沥青粘度高,搅拌时要搅拌。由于刀具的旋转载荷大,使罐内的粉料和沥青难以均匀混合,糊料密度差,糊料可塑性差。用这种糊压制的坯体体积密度小,焙烧后气孔率大,不允许在低回火下混合。学习。温度过高,沥青加热开始变化,有些变轻。质量分数逐渐分解挥发,促进沥青中烃类的氧化,使糊料塑性变差,影响成型速度。
石墨制品捏合工艺:捏合温度和捏合时间。
捏合时间的长短主要取决于捏合机的结构和性能、混合物中各组分的比例、各组分的密度比、混合物的密度、装载量、粒度组成等因素。捏合系统的配方是在捏合均匀、产品性能稳定的前提下进行的。如果搅拌时间过长,会降低膏体的可塑性,难以成型。这是由于粘结剂中轻组分的挥发,一些有机物的氧化,粘结剂软化点的逐渐提高,糊料的硬化和捏合过程。糊状物在捏合机中停留的时间越长,温度越高,粘合剂的氧化程度越深。如果捏合时间太短,糊状物将达不到最佳塑性状态。当浆料没有达到最佳塑性状态时,搅拌器的负荷较大且不均匀,从搅拌器的电流表可以看出指针的摆动幅度较大。当搅拌器负荷减小,振镜指针的摆动幅度减小时,浆料的塑性趋于稳定和优化。
在石墨制品捏合过程中,搅拌是指将干粉与各种颗粒状粘合剂混合,通过一定的操作,达到均匀、致密、可塑的浆料的过程。
搅拌的目的是使不同粒径的骨料均匀分布,用较小的颗粒填充颗粒间的空隙,提高浆液的密度;粘合剂均匀地包裹在干燥颗粒的表面上,并部分渗入颗粒的孔隙中,使得所有颗粒通过粘合剂的粘合力相互作用。干料和粘结剂分布均匀,结构均匀,浆料可塑性好,便于成型。用于满足上述技术要求的机器称为捏合机。
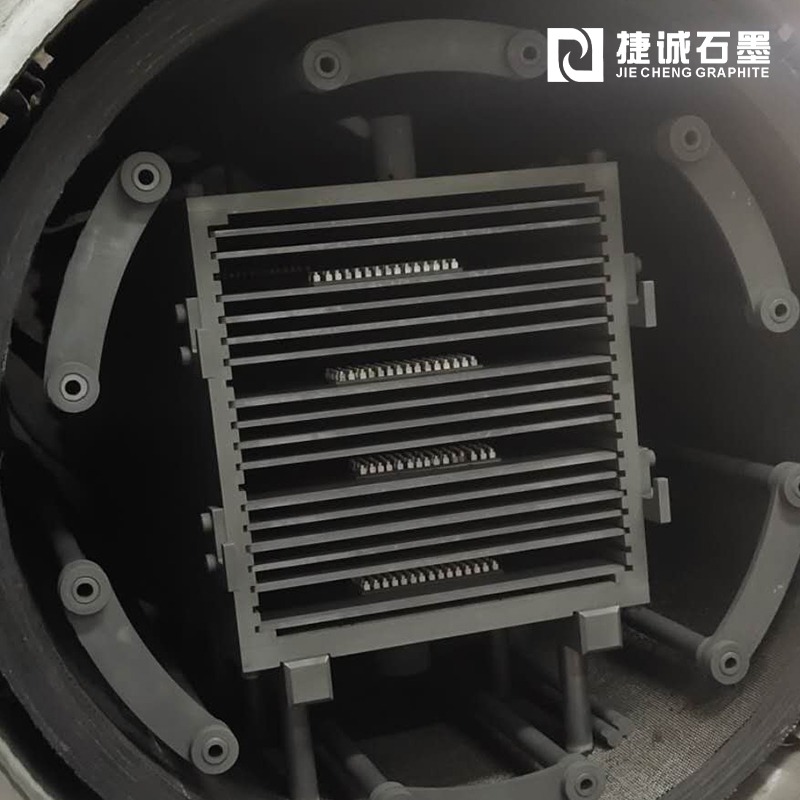
捏合机由一对叶片(通常为Z形)组成,它们相互旋转产生强烈的剪切作用,使半干或橡胶状的粘性塑料物料迅速反应,得到均匀的混合和搅拌。捏合机的加热方式有夹套加热、蒸汽加热和循环导热油加热。冷却方式为水冷,采用液压缸翻转加盖。卸料方式有液压卸料、气缸卸料、球阀卸料、螺杆挤压等。
石墨制品混捏工艺主要用于制作电极糊、阳极糊、石墨化电极等碳糊。石油焦、无烟煤、冶金焦是主要原料,煤焦油沥青是粘结剂。有的用作各种连续自焙电炉导电电极的电极糊,有的用作连续自焙铝罐导电阳极的阳极糊,有的用作高炉砌筑的填充料,有的用作耐火材料的厚缝糊。水泥浆捏合过程中的两个关键因素:捏合温度和捏合时间。
捏合过程中的最佳温度取决于粘合剂的软化点。一般来说,最终捏合温度应比粘合剂的软化点高50-80℃。


最新文章推荐