我国高纯石墨生产工艺是怎么样的?
高纯石墨是指碳含量大于99.99%的石墨。高纯石墨具有耐高温、耐腐蚀、抗热震、低热膨胀系数、自润滑、低阻力系数和易加工等优点。广泛应用于冶金、机械、环保、化工、电子、医药、军工、航空航天等领域,在国民经济尤其是太阳能光伏产业中发挥着越来越重要的作用。全球太阳能光伏产业年均增长率为40%。作为世界上最大的太阳能光伏生产国,中国的份额达到世界总量的70%。2011年,该行业消耗了23,000多吨高级石墨材料。预计光伏行业单晶硅和多晶硅对高纯石墨材料的需求每年将增长20% ~ 25%。
目前,我国石墨工业技术在世界上仍处于中低水平。产品多为原料和初级加工品,产品中的高杂质限制了其应用范围。因此,一方面,国内石墨产品在国际市场上价格低廉,导致大量石墨资源外流;另一方面,国内市场需要的高纯超细石墨制品大多依赖进口。综上所述,开展高纯石墨生产技术的研究,提高产品质量,对我国高纯石墨产业的发展具有深远的意义。
1.国内外高纯石墨生产工艺的特点及比较2.1高纯石墨生产工艺的特点
目前高纯石墨生产工艺的主要流程如图1所示,其流程为:煅烧/提纯→捏合→压制→焙烧→浸渍→石墨化。国内的生产流程是:煅烧/提纯→捏合→压制→第一次烘烤→第一次浸泡→第二次烘烤→第二次浸泡→第三次烘烤(→第三次浸泡→第四次烘烤→)石墨化。从技术上看,国内生产高纯石墨是以石油焦或煤焦油沥青为主要原料,通过提纯的方式除去部分灰分、非金属和金属氧化物杂质,然后将除去杂质的原料用粘结剂按一定比例捏合而成。将得到的粉末颗粒通过冷等静压成型,反复焙烧和浸渍,最后将焙烧产物石墨化,得到高纯石墨。
国外的生产工艺是:煅烧/提纯→捏合→热等静压→一次烘烤(→一次浸泡→二次烘烤→)石墨化。国外直接采用热等静压(HIP),得到的压坯致密性更好,更容易进行后续的焙烧和石墨化。坯体一次压制焙烧即可达到石墨化的要求,节省大量时间,提高工作效率。
1.1高纯石墨生产工艺的比较
虽然国内外高纯石墨的生产技术大致相似,但仍有一些差异。对比如下:(1)中国的制作工艺复杂,需要反复烤、浸才能达到制作目的。这导致较高的生产成本和较低的产量。
(2)提纯方法有多种,如浮选法、碱酸法、氢氟酸法、氯化焙烧法、高温法等。浮选法是利用石墨的可浮性来富集和提纯石墨。浮选后,石墨原矿的最终精矿品位通常为90%左右。酸法提纯石墨的原理是石墨中的硅酸盐、应时等杂质与氢氧化钠反应,然后水洗脱硅。例如,一些金属氧化物杂质用酸浸出,然后通过过滤和洗涤与石墨分离。酸法可获得固定碳含量大于99%的石墨产品。氢氟酸法是利用石墨中的杂质与氢氟酸反应生成氟化物和易溶于水的挥发物,达到提纯的目的。日本、法国等国专利介绍,用氟化氢铵或氟化铵与含碳量为93%的石墨粉反应,可将石墨的固定碳含量提高到99.95%。
焙烧法是将石墨粉与一定量的还原剂混合,在一定温度和特定气氛下焙烧,然后通入氯气进行化学反应,使物料中的有价金属转化为气态或凝聚相的氯化物和低熔点的络合物而逸出,从而与其他组分分离,达到提纯石墨的目的。一般来说,石墨的纯度可以大于98%。
采用高温法是因为石墨是自然界中熔点最高的物质之一,熔点为(3850±50)℃,沸点为4 500℃,而硅酸盐矿物的沸点均低于2 750℃(应时沸点)。石墨的沸点比杂质硅酸盐的沸点高得多,因此可以除去杂质。一般情况下,通过高温加热到2 700℃以上,石墨制品的含碳量可以达到99.99%以上。对于以上方法,每种方法都有各自的优缺点。国内外企业根据自身原料的特性和纯度要求,选择合适的提纯方法。
(3)不同的成型工艺。目前,国内各大高纯石墨生产企业主要采用冷等静压工艺。热等静压具有石墨粉致密、生坯密度分布均匀、各向异性系数小的优点。国外采用的是热等静压,这是一种使材料在高温高压的同时作用下进行等静压的工艺技术。不仅提高了压坯的致密性,而且节省了时间,提高了工作效率。
(4)石墨化过程不同。目前国内大部分企业使用的石墨化设备是Acheson石墨化炉,而国外多采用内热式纵向石墨化炉。
2生产高纯石墨的一般过程
高纯石墨的主要生产过程如图1所示。显然,高纯石墨的生产工艺不同于石墨电极的生产工艺。高纯石墨需要结构上各向同性的原料,需要磨成更细的粉末,需要应用等静压技术,所以烘烤周期长。为了达到理想的密度,需要多次浸渍-烘烤循环,石墨化周期比普通石墨长得多。
2.1原材料
生产高纯石墨的原料包括骨料、粘结剂和浸渍剂。集料通常是针状石油焦和沥青焦。这是因为针状石油焦具有灰分低(一般小于1%)、高温下易石墨化、导电导热性能好、线膨胀系数低的特点。在相同的石墨化温度下由沥青焦获得的石墨具有更高的电阻率,但是具有更高的机械强度。所以一般来说,除了石油焦之外还会使用一定比例的沥青焦来提高产品的机械强度。煤焦油沥青通常用作粘结剂,它是煤焦油蒸馏的产物。室温下为黑色固体,无固定熔点。根据各企业不同的设备条件和工艺要求,使用的煤沥青软化点在50℃-250℃之间。一般用中温或高温煤焦油沥青生产高纯石墨产品。浸渍剂与粘合剂基本相同。它是提高产品的堆积密度、抗渗性、润滑性、强度等特殊性能。烘烤或石墨化加工后需要加入浸渍剂。
2.2煅烧/提纯
由于其不同的成焦温度或成煤地质年龄,所选聚集体的内部结构中不同程度地含有水分、杂质或挥发物。如果不事先排除这些物质,直接用于生产石墨材料,必然影响产品质量和使用性能。因此,应煅烧或提纯所选骨料。煅烧是在隔绝空气的条件下,对各种固体碳原料进行的高温热处理。在低温干燥阶段,主要是去除水分;在挥发份排出阶段,主要完成原料中芳香族化合物的分解和部分化合物的缩聚。提纯主要是去除一些杂质。目前,国内外提纯石墨的方法主要有浮选法、碱酸法、氢氟酸法、氯化焙烧法、高温法等。
2.3研磨
石墨生产中使用的固体物料,虽然煅烧或提纯后的物料块度有所减小,但粒度仍然较大,波动较大,成分不均匀,所以需要将骨料粒度破碎到配料的要求。高纯石墨的聚集尺寸通常达到20μm..目前,立式辊磨机用于研磨平均粒度为10 ~ 20μ m的粉末
2.4揉捏
研磨后的粉末分散且不均匀。需要与煤焦油沥青粘结剂按一定比例混合后放入加热的捏合机中捏合,使物料分布均匀,粘结剂薄而均匀地包裹在粉体颗粒表面,渗入粉体颗粒表面的微孔中。
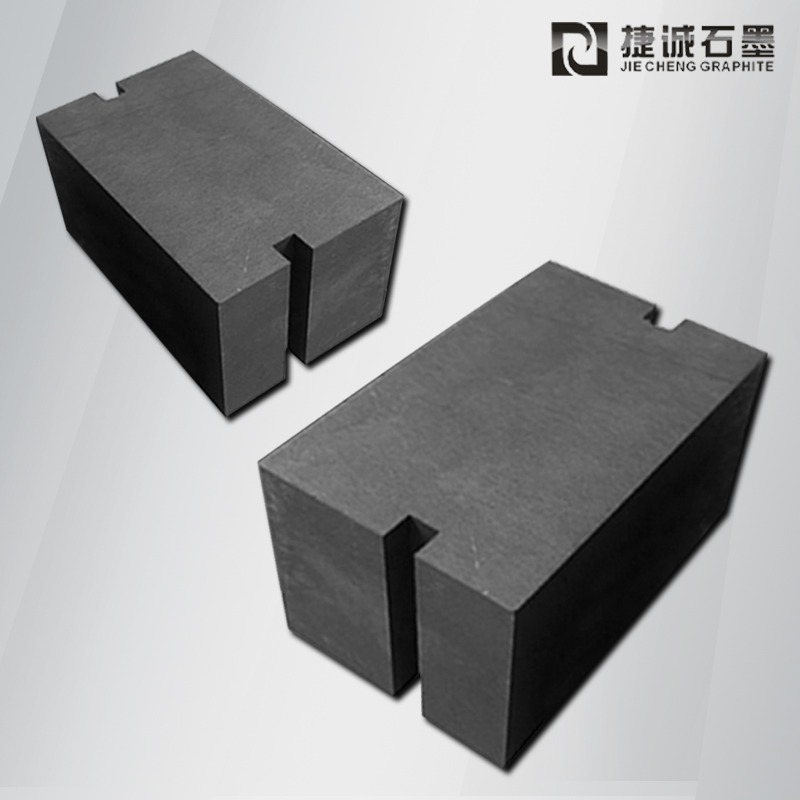
2.5成型
目前炭素生产的成型方法很多,主要有四种:挤压成型(图2a)、压缩成型(图2b)、振动成型和等静压成型(图2c)。高纯石墨的生产采用等静压,包括冷等静压和热等静压。等静压成型是指将材料放入软模具中,压实密封,抽真空,放入等静压机的气缸中。模具外的液体以相同的压力从各个方向作用在模具上,被压成圆柱形或长方形的制品】。得到的产品结构和性能各向同性,这是等静压产品的最大优势。
2.6烘烤
成型后的炭素制品要经过焙烧,即在隔绝空气的条件下对压制的生坯进行热处理(约1 000℃),使粘结剂碳化成粘结剂焦。这是一个缓慢的过程。整个过程分为几个阶段,每个阶段都进行一系列的物理化学反应,包括在碳集料表面形成一定厚度的粘结剂焦膜、粘结剂的液相迁移、沥青蒸气的毛细凝结、气化和表面扩散等。
2.7浸渍
浸渍的目的是用熔融沥青等浸渍剂填充焙烧过程中在制品中形成的微小孔隙和集料焦炭颗粒中原有的开孔,以提高制品的堆积密度、导电性、机械强度和耐化学腐蚀性。通常,浸渍是通过压力浸渍法进行的。产品应先预热,然后在浸渍罐中真空脱气,再将熔融的煤焦油沥青加入浸渍罐中,浸渍剂沥青加压进入产品。
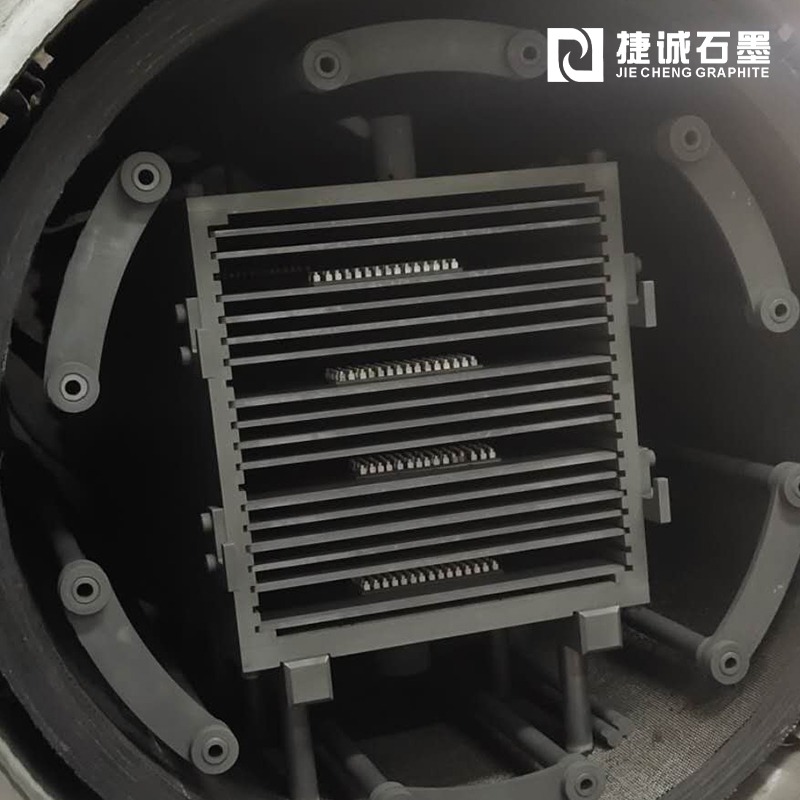
2.8石墨化
石墨化是指通过热活化将热不稳定的非石墨碳转化为石墨碳的高温热处理过程。经过2000 ~ 2800℃的石墨化处理后,无序层状结构的炭素制品的碳原子晶格转变为三维有序层状结构,同时去除了杂质。石墨化方法有艾奇逊法、内热串联法、中频感应法等。


最新文章推荐