浅析石墨轴承的设计与制造
炭—石墨原材料构造的多元性来自炭/炭原子间离子键合的多元性,从而也出示了炭原材料的可设计构思性。高纯石墨滚动轴承因为它的生产工艺流程和原料的可设计构思性为设计构思与生产制造出示了必须室内空间,进而可生产制造出特性各不相同,适用多种多样技术性标准和应用自然环境的高纯石墨滚动轴承。
PV值超出各种各样原材料的规定值时,就会造成出现异常的提温和损坏,通常设计构思要留出容量,参照PV值应在规定值的50%--70%。在具体工作上,滚动轴承的运行因自然环境不一样又有干运行和湿运行之分。在干运行的状况下,高纯石墨滚动轴承容许的较大荷载遭受滚动轴承的抗压强度和容许的损坏速度的限定。其容许的较大角速度则遭受滚动轴承磨擦表面所造成发热量的限定。而损坏速度又遭受滚动轴承材料、轴和滚动轴承表层生产加工状况、荷载、速率及周边物质等标准的危害。在干运行的状况下,滚动轴承容许的PV值还立即遭受滚动轴承材料的危害,在高溫下容许PV的值务必比超低温时要小得多。当滚动轴承浸在液體里或是是液體所飞溅的状况下(湿运行),其磨擦和损坏可大幅度降低。因之液體可以协助逸散因磨擦而造成的发热量,那样就进一步提高高纯石墨滚动轴承容许的PV值,在具体标准下湿运行容许的PV值将会较干运行时高于近千倍。
高纯石墨滚动轴承设计构思类型有圆柱型、圆柱体代凸台形、环形、独特构造,但从高纯石墨滚动轴承的抗压强度考虑到,炭滚动轴承的薄厚务必比金属材料滚动轴承大,薄厚以公称直径的1/5-1/7为适合,最小限度为3mm左右,滚动轴承的长短是公称直径的2倍左右。滚动轴承运行时溫度将会上升,运行空隙,可依据轴和滚动轴承的热变形来决策,通常是轴径0.3%上下。
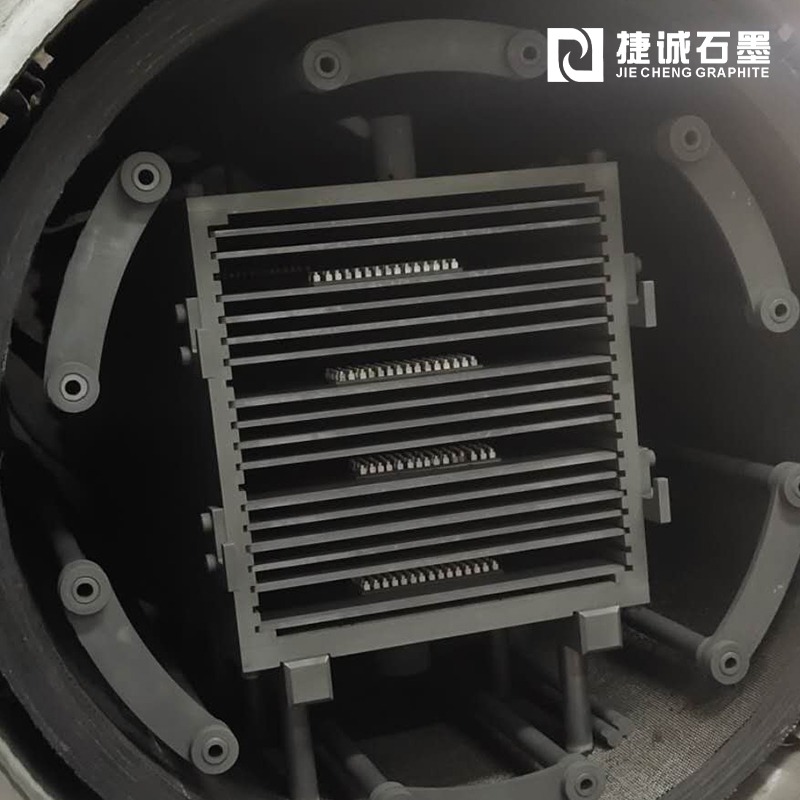
炭高纯石墨滚动轴承的生产制造加工工艺与别的炭工艺品基本相同,基础加工工艺全过程包含:原材料的挑选、原材料的归一化处理、原材料的粉碎、筛余等级分类、颗粒与粉末状原材料的调料、粘接剂的挑选、搅拌、混捏、辊压、研磨成粉抑制成形、培烧、人工合成石墨制品还须高纯石墨化解决,预浸、机械加工制造等,一部分高纯石墨滚动轴承以便提升冲击韧性和耐冲击性,还需金属材料(如锑、铜、铅等)预浸,最后超过所规定的技术性特性,再开展机械加工制造成所规定的几何图形规格。
黄铜高纯石墨含油轴承的生产制造用粉未冶金方式 ,新式黄铜高纯石墨含油轴承以便提升滚动轴承的荷载,添加了粉丝,实际制作方法是选用粒度低于175um的黄铜铝合金粉末状和粒度低于85um的粉丝,添加小量汽油或汽车机油做成化合物,再加上适当低于75um鳞片状润滑油、MoS2等,经混和后选用冷抑制取胚料,并在780C-895C的溫度下煅烧而成。别的黄铜高纯石墨含油轴承生产制造加工工艺与左右加工工艺基本相同,挑选颗粒料、混和、压形、煅烧、整型。通常黄铜高纯石墨含油轴承基本参数:假比例5.5g/cm3--6.0g/cm3,轴向毁坏抗压强度通常不低于2.5N,容积浸油率20号汽车机油不低于15%。
包镶高纯石墨滚动轴承有二种生产制造方式 。一要浇铸法,将已生产加工好几何图形规格的高纯石墨导轨滑块按设计构思遍布在铸造模中前,用熔化金属材料液铸造而成,后经机械加工制造超过需要规格。二要在金属材料板材上,依照必须的排序方法,先生产加工某些孔眼,随后将以高纯石墨、MoS2及粘接剂按必须比例匀称混和做成润滑液,干固在孔眼中,经生产加工后超过所规定规格,包镶高纯石墨滚动轴承的抗拉强度、线膨胀系数,通常在于不锈钢材质。比如M551包镶高纯石墨滚动轴承荷载50MPa,应用溫度500C,PV值5MPa.m/s,适用低转速比/轻载场所,对烟尘环境污染等极端自然环境适应能力强。


最新文章推荐