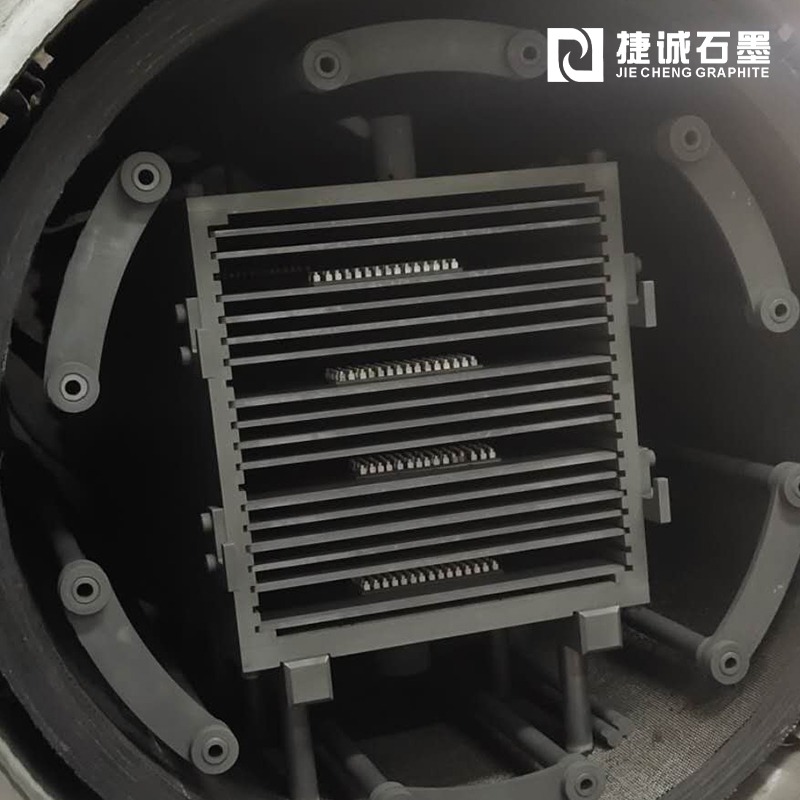
石墨匣钵热加工
压制后的产品还不能使用,需进行热加工处理,其目的是使固体粉末原料(炭和金属粉末)紧密的联结在一起,提高制品的机械强度、降低电阻、增加耐磨性和使制品可进行机械加工。
热加工处理可分为以下几种:
(1) 固化
采用树脂(酚醛、环氧、呋喃等)作粘结剂时要经过固化处理,固化可在热模压中进行,也可在专用烘箱中进行。加热温度由选用树脂种类不同而定,一般在200℃左右。为防止产品开裂,固化升温曲线应进行适当控制。
(2) 烧结
对金属石墨匣钵的热加工过程称为烧结。压坯中的金属粉末,在烧结过程中,由于高温作用,金属原子的振幅加大,通过粘性流动、蒸发与凝聚、体积扩散、表面扩散、晶界扩散、塑性流动等作用,使接触面上有更多的原子进入原子作用力的范围,形成粘结面,导致再结晶与晶粒长大,形成金属网状结构体,使烧结体的强度增加、电阻降低。金属石墨匣钵的烧结属互不熔系固相烧结。在金属石墨匣钵中,由于金属含量不同(30 ~ 90%),烧结温度也不同。金属含量较低的石墨匣钵,主耍靠粘结剂焦化联结。金属粉末不能形成网状结构,但参与导电。
烧结的技术关键主要有:a)是烧结的最高温度。一般选用金属的绝对熔点温度的2/ 3 ~ 4/5,温度指数a = 0.67 ~ 0.8。过烧与欠烧均影响产品质量。延长高温保温时间,可以适当降低烧结温度,但时间的影响不如温度大。b)是防止制品氧化,铜氧化后电阻将增加,烧结时应采取保护性措施。C)是升温速度,对粘结剂含量较高的产品,为防止烧结开裂,应控制升温速度。
①气体保护烧结
金属石墨匣钵在国际上已普遍采用在保护气氛中烧结,中国粉末冶金行业也采用该法。
采用的保护性气氛有:纯氢、分解氨(氢一氮混合气体)、煤气、碳氢化合物的转化气 (H2、CO的混合气体)等。
上述气体不仅起到保护作用,还可对氧化物进行还原。
采用气氛保护时,一般均选用网带式连续烧结炉。为了减少造价,意大利EBN公司采用在特殊的密封烧结箱中烧结。这种烧结箱,底部装置一个进气口,中间为多孔式隔匣钵,其上放置产品,箱顶部有一个微压排气孔。当箱中产生一定压力后自动开启放出气体。烧结箱尺寸为长900mm;宽400mm;高800mm。气体为纯氢,加热方式为电热。烧结后,产品有金属光泽,质量较好,无氧化现象。
②真空烧结
真空烧结是近年来发展起来的新技术,用于不带粘结剂石墨匣钵的烧结。真空度通常为 10—1 ~ 15_5mmHg。真空烧结的优点有:a)防止气氛对产品的影响(如氢气对石墨匣钵引线); b)可以降低烧结温度100℃左右,减少能耗;c)取消了供气系统,安全性好。
真空烧结炉设备制造费用较高,但产品生产成本较低,已逐渐为人们所采用。
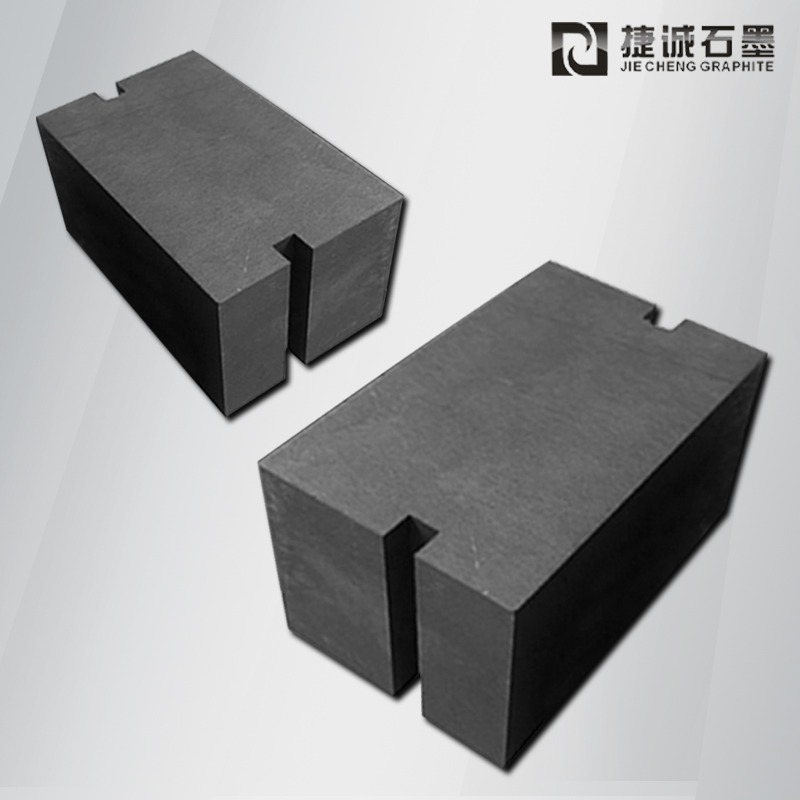
(3) 焙烧
焙烧是对黑色石墨匣钵而言,将毛坯从室温加热到1300℃时所发生的各个过程的总称。焙烧,可以在连续炉、环式炉、倒焰炉和单体炉中进行。
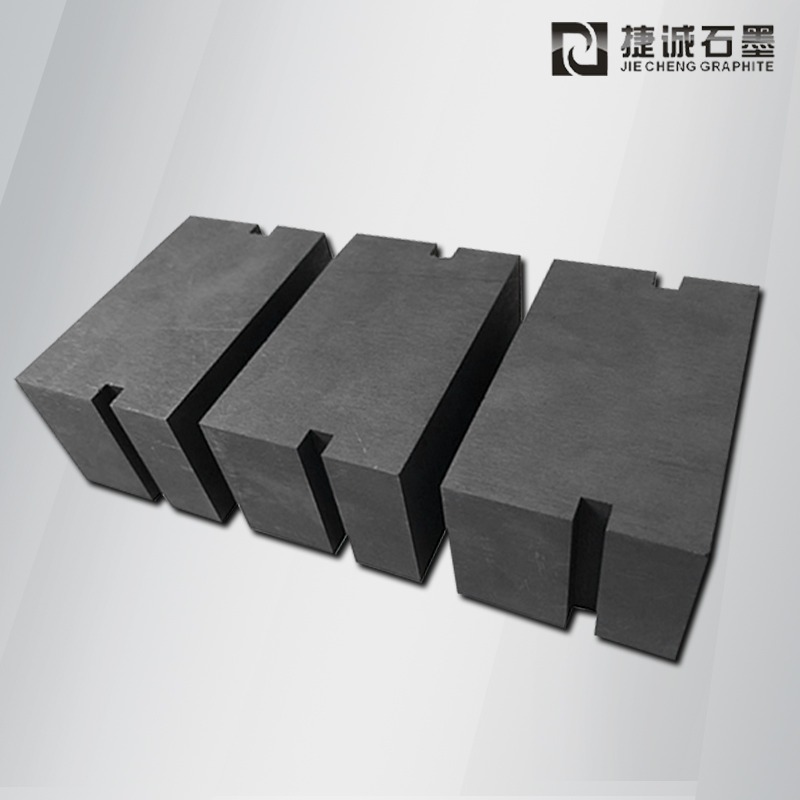
在焙烧过程中,产品结构发生明显的变化,其中包括:粘结剂变成焦炭、炭素粉末颗粒与粘结剂焦之间形成化学键和物理结合,上述组合形成附聚体和集聚体、几何尺寸和体积密度变化,形成气孔结构等。
上述变化的原因是粘结剂分解和聚合反应,或者说是焦化反应的结果。粘结剂在焙烧过程中,随温度的变化情况如下:
室温至200℃时,制品内粘结剂软化,制品处于塑性状态,化学反应尚未开始。
200 ~ 300℃:时,排除吸附的水份、粘结剂化学结合的水分、碳的氧化物和轻馏份。
300 ~ 500℃时,粘结剂进行分解与聚合,大量排除挥发份。液相开始形成中间相。
500 ~ 650℃时,粘结剂形成半焦化状态,挥发份排除减少。300 ~ 600℃变化最为激烈,是关键区域。
650 ~ 750℃时,粘结剂焦化反应基本完成。
900℃以上时,由粘结剂形成的焦炭膜继续紧密化,进一步排除大芳香分子外围的其他原子。
随着焙烧过程的进行,制品体积收缩,真密度提高、体积密度稍有降低,电阻下降,机械强度提高。这些指标受下述因素影响,如升温速度、最高温度、填充料性质、压力、气氛 等等。特别足为防止制品开裂,制品实际温度在300 ~ 600℃之间应缓慢升温。体积越大,升温速度应越慢。当制品受热温度均匀时,温升速度可以加快。
焙烧时为防止制品氧化,将产品装在炉槽或坩埚(金属或耐火材料)中,产品四周通常用0.5 ~ 3mm的焦炭(冶金焦或石油焦)充填。为减少填充料烧损,有的厂家尚加入1/ 3左右的纯河沙。这种填充料不仅能保护产品不被氧化,还可以起到防止产品变形和吸附挥发份的作用。中国目前生产金属石墨刷时,多数也采用这种方法。更多石墨匣钵资料http://www.shimotx.com/smzp/col21_group1.html


最新文章推荐