滚动石墨轴承型号有哪些?
含金属高纯石墨含油轴承用粉末冶金法生产,新黄铜高纯石墨含油轴承添加粉条,以增加滚动轴承负荷。实际生产方法是选用粒度小于175μ m的黄铜铝合金粉和粒度小于85μ m的粉条,加入少量汽油或汽车机油制成复合物,加入粒度小于75μ m的鳞片状润滑油、二硫化钼等。混合后,选择冷压制坯,并在160-850℃煅烧。其他黄铜高纯石墨含油轴承的制造工艺与左右轴承基本相同,包括选料、混料、压制、煅烧、成型。通常是黄铜高纯度石墨油润滑轴承
有两种制造高纯度滚动石墨轴承的方法。第一种铸造法,生产加工的几何图形规格的高纯石墨导轨滑块,先用熔融金属液进行铸造,然后按照设计理念铺在铸造模具中,再进行加工制造,使其超过要求的规格。其次,在金属板上,按照必要的分选方法,先制作加工一些孔,再将高纯石墨、二硫化钼、粘合剂按比例混合制成润滑液,干燥后固定在孔内。高纯石墨滚动轴承生产加工后,其抗拉强度和线膨胀系数通常由不锈钢制成。比如用高纯石墨滚动轴承包裹的M551,载荷50MPa,使用温度500°C,PV值5 MPa。m/s .适用于低速比/轻负荷场所,对烟尘污染等极端自然环境适应性强。
原料的多样性来源于碳与碳原子之间离子键的多样性,这也说明了碳原料的可设计性。由于其生产工艺和原材料的可设计概念,高纯石墨滚动轴承为设计概念和制造提供了必要的室内空间,然后可以制造出具有不同特性、适用于各种技术标准和自然环境的高纯石墨滚动轴承。
高纯石墨中碳素滚动轴承的制造加工工艺与其他碳素工艺品基本相同。整个基础加工过程包括:原料选择、原料归一化处理、原料粉碎、筛渣分级、颗粒状和粉末状原料调味、粘合剂选择、搅拌、捏合、碾压、研磨成粉抑制成型、烘烤、人工合成石墨制品和高纯石墨溶液、预浸泡、机械加工制造等。为了提高某些高纯石墨滚动轴承的冲击韧性和抗冲击性,需要对金属材料(如锑、铜、铅巴氏合金等)进行预浸。),最后超过规定的技术特性,再进行机械加工,将其制造成规定的几何规格。
在干运转条件下,高纯石墨滚动轴承的许用大载荷受到其抗压强度和许用破坏速度的限制。容许的大角速度受到滚动轴承摩擦表面产生的热量的限制。然而,损坏速度受到滚动轴承材料、轴和滚动轴承表面的生产和加工条件、载荷、速度和周围材料等标准的危害。在干运转条件下,滚动轴承的许用PV值立即受到滚动轴承材料的危害,高温下的许用PV值必然比超低温下小得多。当滚动轴承浸在液体中或被液体溅起时(湿式运转),其摩擦和损坏可大大减少。由于液体可以帮助耗散摩擦产生的热量,高纯石墨滚动轴承的允许PV值将进一步提高。在特定标准下,湿态运行的允许PV值将比干态运行高出近1000倍。
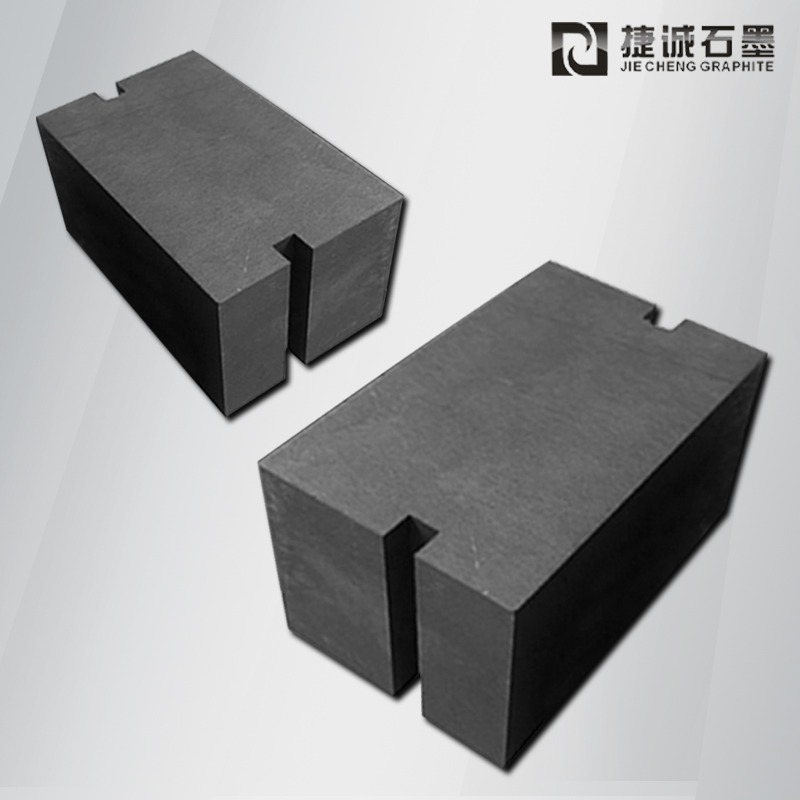
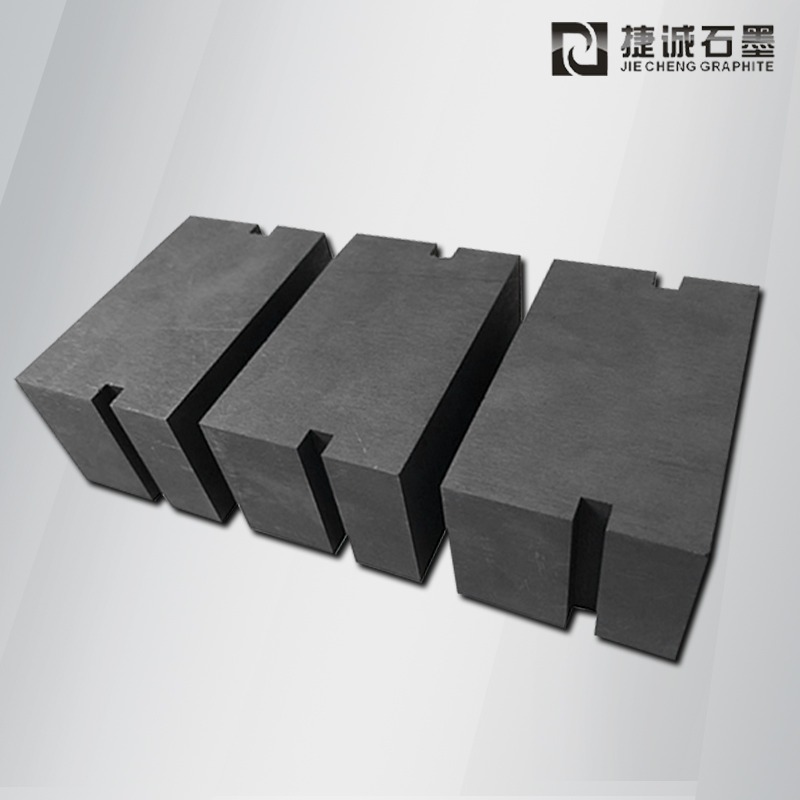
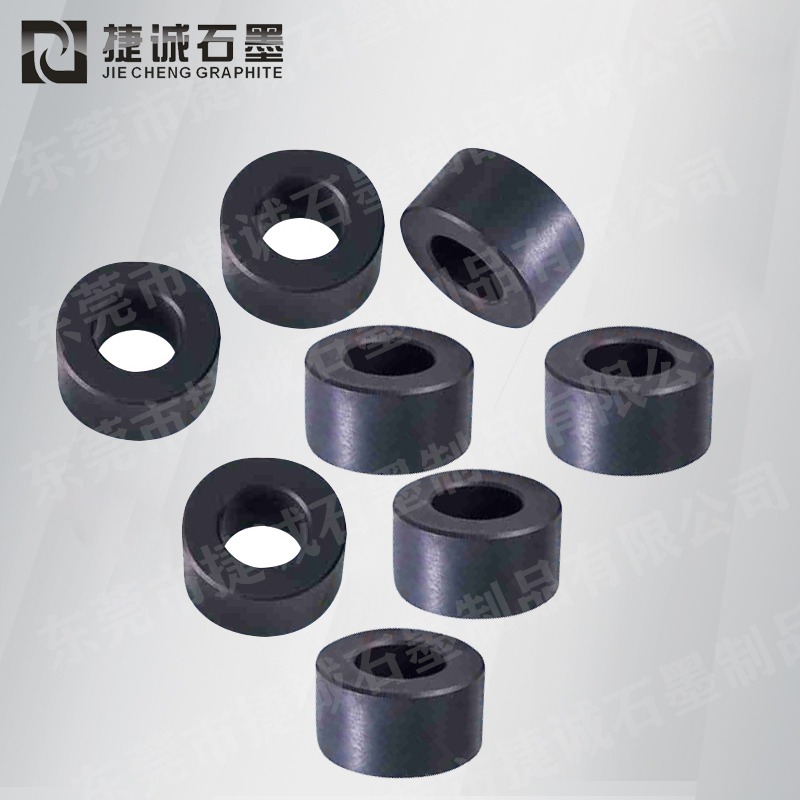
滚动石墨轴承的设计概念类型有圆柱形、圆柱形代替凸台、环形和独特型。然而,考虑到高纯石墨中滚动轴承的抗压强度,碳滚动轴承的厚度必须大于金属滚动轴承的厚度。厚度以公称直径的1/5-1/7为宜,最小约3mm,滚动轴承长度约为公称直径的2倍。滚动轴承运转时,温度会升高,运转间隙可根据轴和滚动轴承的热变形来决定,一般为轴径的0.3%左右。


最新文章推荐