真空炉石墨发热体的加工要求有哪些?
1,真空炉装料
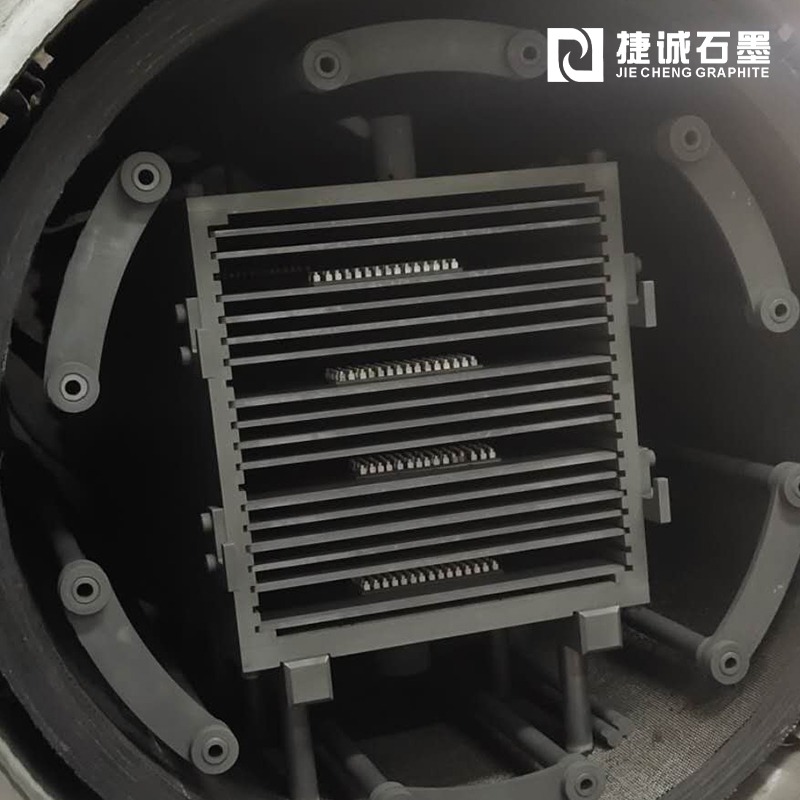
1)用叉车将夹持好的产品部件送入真空钎焊炉的中央恒温区,并堆放整齐;
2)工件包装应安全、可靠、整齐;
3)不允许工件与加热元件接触。如果发现,要立即淘汰,调整;
4)用酒精或丙酮擦拭炉门密封圈及接触面,关闭炉门,拧紧卡扣。
2。真空钎焊机理
真空钎焊过程是在真空环境(高达6。5× 10-3 Pa)。随着温度升高到577℃以上,铝合金表面的氧化膜在镁(Mg)的作用下逐渐脱落,与熔化的焊料形成钎焊焊缝。这期间有两个过程,可以概括为去膜过程和焊缝成型过程,分别描述如下:
2.1真空钎焊膜去除过程
镁(Mg)不仅在消除环境中的氧和水分方面起着有害的作用,而且渗透到膜下基体金属的表层,与扩散的硅一起,使这一表层形成低熔点的Al-Si-Mg合金并熔化,从而破坏表面氧化膜与基体金属的结合,使熔化的焊料润湿基体金属,沿膜下基体金属扩散,使表面膜浮起而除去。而钎料中Mg元素的量是固定的,在一定氧含量的条件下,脱膜能力可以满足钎焊要求。根据试验结果,清洗合格的铝制板翅式换热器零件的钎焊生产最好在24h内完成,最长72h。超过72h的零件需要再次清洗。清洗后避免零件放置时间过长,造成铝合金表面氧化膜,影响产品真空钎焊质量。铝制板翅式散热器零件清洗后,随着存放时间的增加,零件表面的氧含量会逐渐增加,影响其真空钎焊焊缝的质量,最终导致产品强度、焊缝质量和性能下降,不能满足产品设计要求。
3.真空钎焊的准备
1)真空钎焊炉关闭超过24小时。真空钎焊前,要求烘烤温度不低于450±20℃一小时(或700±50℃60分钟);
2)真空钎焊炉开启前,要求扩散泵预热不少于1小时,冬季不少于70分钟;
3)镁粉的加入比例为15g/m3;
4)按照铝真空钎焊操作规程调试各系统,保持水、电、气等仪表显示正常,数据一致。
4,支持数据
1)打开水冷系统截止阀,保持水压在0.2 ~ 0.3 MPa,保持排水畅通。炉子运行时,进水温度不低于25℃,出水温度不高于30℃;
2)真空钎焊炉平时停炉时,需要对炉内进行抽真空,应保持不低于5×10*-2Pa的真空状态。



最新文章推荐